CNC Machine Tending
Application:
Aluminum extrusion is hand loaded and machined in three operations on CNC machining center. Also, the parts required manual de-burring and a manual loading of a part marking press. The customer required a system that would run un-attended, deburred, and marked the parts, lights out, for at least 4 hours.
Solution:
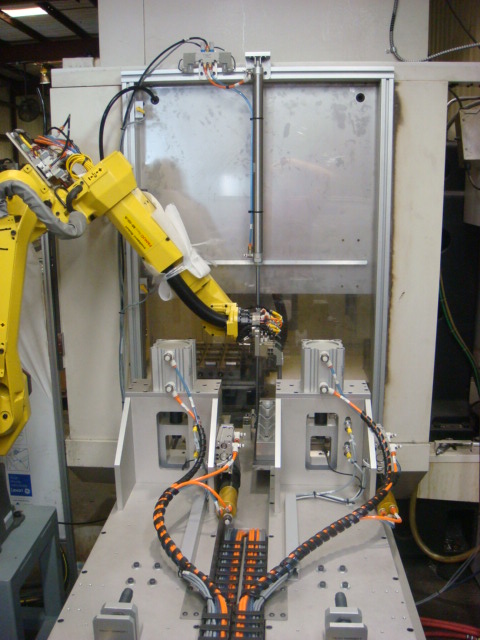
A fully automatic, standalone system utilizing a 6-axis robot with a pneumatic gripper with a pallet changer and a deburr and stamp station. The system performs the following functions:
- Parts loaded into a gravity feed station
- Four Parts picked from gravity feed station and placed into a pallet.
- Part pallet loaded with 4 parts oriented with first operation, four with second operation and four with 3rd operation
- Parts loaded into the CNC machining center on a custom designed pallet changer
- When parts on pallet one completed, pallet is removed from CNC and second pallet is loaded into CNC
- First pallet parts are removed by robot. Four parts are picked by robot and moved to trim station.
- Second operation parts are flipped to third operation position by robot
- First operation parts are flipped to second operation position by robot
- Parts from gravity feed are loaded into first operation position by robot
- Process is repeated
- Parts loaded into trim station a fed one at a time into stamping head by walking beam actuator
- Part from stamping head are moved to deburr station where back side of holes are deburred
- Parts are dropped in to container
Hardware:
- Fanuc Robotics M10 6 axis robot with 10 kg payload and R30iA controller
- Custom End of Arm tooling with
- Four Robohand 2 jaw pneumatic grippers
- Part feed station with enough capacity for 8 hour operation with pneumatic singulator with sensors
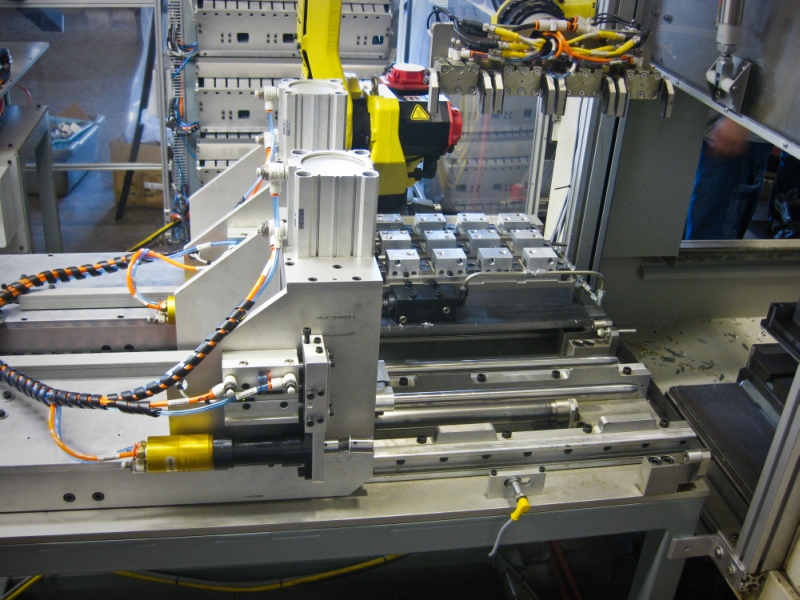
- Pallet Station
- Two custom pallets holding 12 pieces in each pallet
- Hydraulic part clamping for each part
- Pneumatic pallet transfer into and out of machine
- Trim Station
- Vertical, gravity feed with part singulator
- Walking beam feed with pneumatic rodless cylinder
- Pneu-draulic part stamping head with product ID and customer logo
- Pneu-draulic deburr station with abrasive plates for hole deburr
- PLC master controller with HMI
- Aluminum extrusion guarding with lexan panels and safety interlocks
Software:
- PLC master control program
- HMI program
- Fanuc Robotics robot programs
- Interface with CNC machine
Results:
- System designed for two different products with no tooling changeover
- Increased through-put by 50%
- Repeatable placement reduced rejects
- Takt time now driven by robot system instead of operator
- Exceeded customer requirement of 4 hour operation to 8 hour operation
- Eliminated operator